
Laser cutting machines use high-powered, computer-operated lasers combined with nitrogen, oxygen, or compressed air to slice through various metals. Carbon dioxide laser cutting is also used for engraving metals. Laser cutting systems are highly versatile and can handle a wide range of metalworking applications.
WHAT IS FIBER LASER CUTTING?
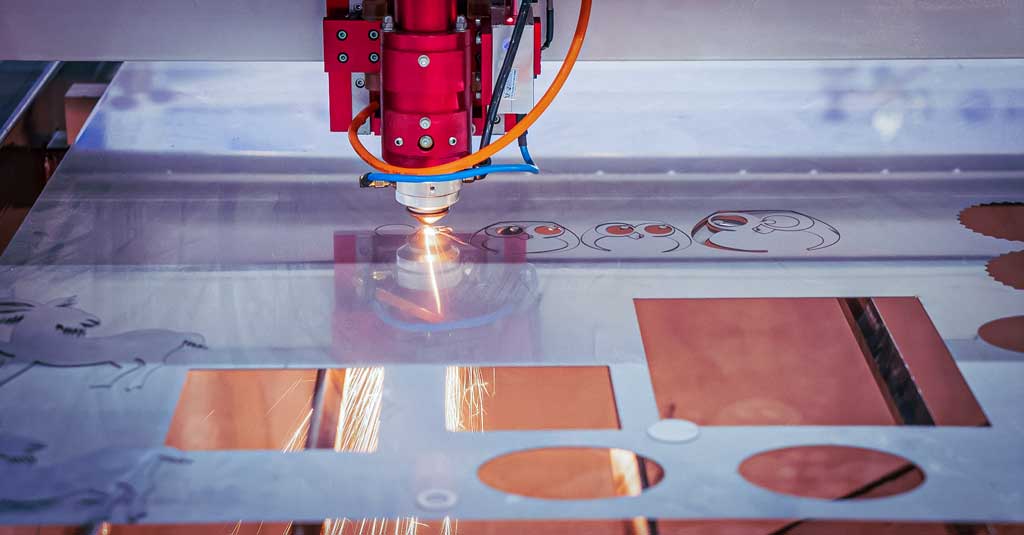
Laser cutting works by focusing an intense beam of infrared light onto the surface to be cut. It uses small but powerful lasers to focus the beam and heat the material until it melts, burns, or vaporizes. The technique then employs an assist gas to clear away the molten or burned area, creating the cut.
Laser cutting is an extremely versatile process. However, its most common use is cutting metals, a material essential across nearly all industries—from agriculture to construction, manufacturing, and safety. The most widely cut metals are steel and aluminum, but the process can also be successfully applied to brass, copper, titanium, and tungsten.
Laser cutting is not limited to metals; it is also widely used on non-metals such as silicon, ceramics, plastics, rubber, polymers, and carbon composites. This broad range of applications makes laser cutting indispensable across multiple industries.
The standout advantage of laser cutting is its high precision, making it the ideal choice when tight tolerances are required.
Some commercial laser cutting machines can achieve tolerances as fine as 0.1 mm, while specialized systems are even more precise.
This level of accuracy is why the aerospace industry favors laser cutting as its method of choice. Perhaps the only limitation of laser cutting is its unsuitability for very thick materials, in which case a waterjet or plasma cutter is required.
Advantages of Laser Cutting
- High precision
- CAD / CAM integration
- Tight tolerances
- High-quality part reproduction
- Ability to perform complex cutting tasks
- Low distortion
- Cost efficiency
- Mass production and fast delivery
WHAT IS THE DIFFERENCE BETWEEN LASER CUTTING AND PLASMA CUTTING?
The terms “plasma cutting machine” and “laser cutting machine” are often used interchangeably to describe cutting processes that rely on high-powered heat and light. Although similar, they are not the same.
Plasma cutting and laser cutting use entirely different mechanisms to perform the cutting process. So, what exactly is the difference?

Both laser cutting and plasma cutting can cut metal workpieces, but they operate in completely different ways. While laser cutting relies on concentrated laser beams, plasma cutting utilizes plasma.
Plasma cutting operators must wear proper personal protective equipment to prevent arc eye. Also known as photokeratitis or ultraviolet keratitis, arc eye is an injury caused when the eyes are exposed to high levels of radiation. Since plasma torches emit radiation, workers must wear protective goggles to avoid arc eye. Laser cutting, on the other hand, does not generate or emit radiation. In fact, this is one of its biggest advantages, making it a safer cutting method in terms of worker health.
It has been proven that the hazardous particles released during laser cutting are carcinogenic.
Companies and workshops using this process must absolutely integrate a proper dust and fume extraction and filtration system.
OSHA (Occupational Safety and Health Administration, USA) has determined permissible exposure limits for particles released during plasma cutting, based on years of research.
Permissible Exposure Limits Table
| PARTICLE TYPE | MAXIMUM ALLOWABLE EXPOSURE LIMIT |
|---|---|
| CHROMIUM | 0.1 mg/Nm³ |
| COPPER | 0.2 mg/Nm³ |
| MANGANESE | 0.2 mg/Nm³ |
| NICKEL | 1.5 mg/Nm³ |
| SILICA | 2.0 mg/Nm³ |
| IRON OXIDE | 5.0 mg/Nm³ |
| ALUMINUM OXIDE | 10 mg/Nm³ |
| MAGNESIUM OXIDE | 10 mg/Nm³ |
WHAT TO CONSIDER WHEN CHOOSING A FILTER UNIT FOR A FIBER LASER CUTTING SYSTEM?
To properly integrate a filter unit into a laser cutting system, it is essential to know the type and thickness of the material being cut, the power source capacity, and the cutting speed, and then design the project accordingly.
Once the required airflow and the resistance the system will create on the fan are calculated, the final step is to select the right filters for the system.
Plasma, Laser, and Oxy-fuel cutting processes require filters rated at least MERV 15 to effectively capture dust and fume emissions.
Filters must be flame-retardant and self-extinguishing.
Since the particles released during these processes are extremely fine, the filter media must be coated to capture even the smallest micron-sized particles.
This ensures that in the event of a fire, the filters self-extinguish, creating a safer environment, while the coating technology increases durability and enhances capture efficiency of fine particulates.
FRESHWELD recommends filters produced with Donaldson Ultra-Web® media, which are self-extinguishing and specifically engineered for Laser Cutting Dust and Fume Filtration.
Filters manufactured with an 80/20 blend—80% cellulose and 20% polyester—and coated with Ultra-Web Nanofiber technology provide long service life, flame resistance, and superior fine dust capture, all within a single filter.
WHAT IS ULTRA-WEB® FILTER TECHNOLOGY?

The proven and patented Ultra-Web® technology provides longer filter life, cleaner air, and greater cost savings compared to other cartridge filter media.
Manufactured through an electro-spinning process that produces extremely fine, continuous, flexible fibers 0.2–0.3 microns in diameter, Ultra-Web creates a permanent fine-fiber web with tiny pores that trap dust particles on the surface.
- More efficient at capturing submicron dust particles
- Longer filter life and better filtration efficiency thanks to surface-loading technology
- Lower energy consumption and reduced compressed air usage due to lower operating pressure drop
- Meets special application requirements with MERV 14 and MERV 15 filtration efficiencies

 Ultra-Web Filters have been independently tested and certified to MERV 14 and 15 efficiencies, according to the industry-standard ASHRAE Standard 52.2-2007, the most widely accepted method for evaluating filter performance.
Ultra-Web Filters have been independently tested and certified to MERV 14 and 15 efficiencies, according to the industry-standard ASHRAE Standard 52.2-2007, the most widely accepted method for evaluating filter performance.
During ASHRAE 52.2 testing, a filter must be rated at least MERV 13 on the ASHRAE 20-point scale to effectively capture submicron dust particles.
Achieve Significant Savings
Experienced engineers recognize the significant cost benefits of Ultra-Web Filters. Their longer service life means fewer filter changes, lower replacement and labor costs, and reduced downtime.
Thanks to their nanofiber coating, the lower pressure drop also translates to substantial savings in energy and compressed air costs.